53
JENOPTIK
5
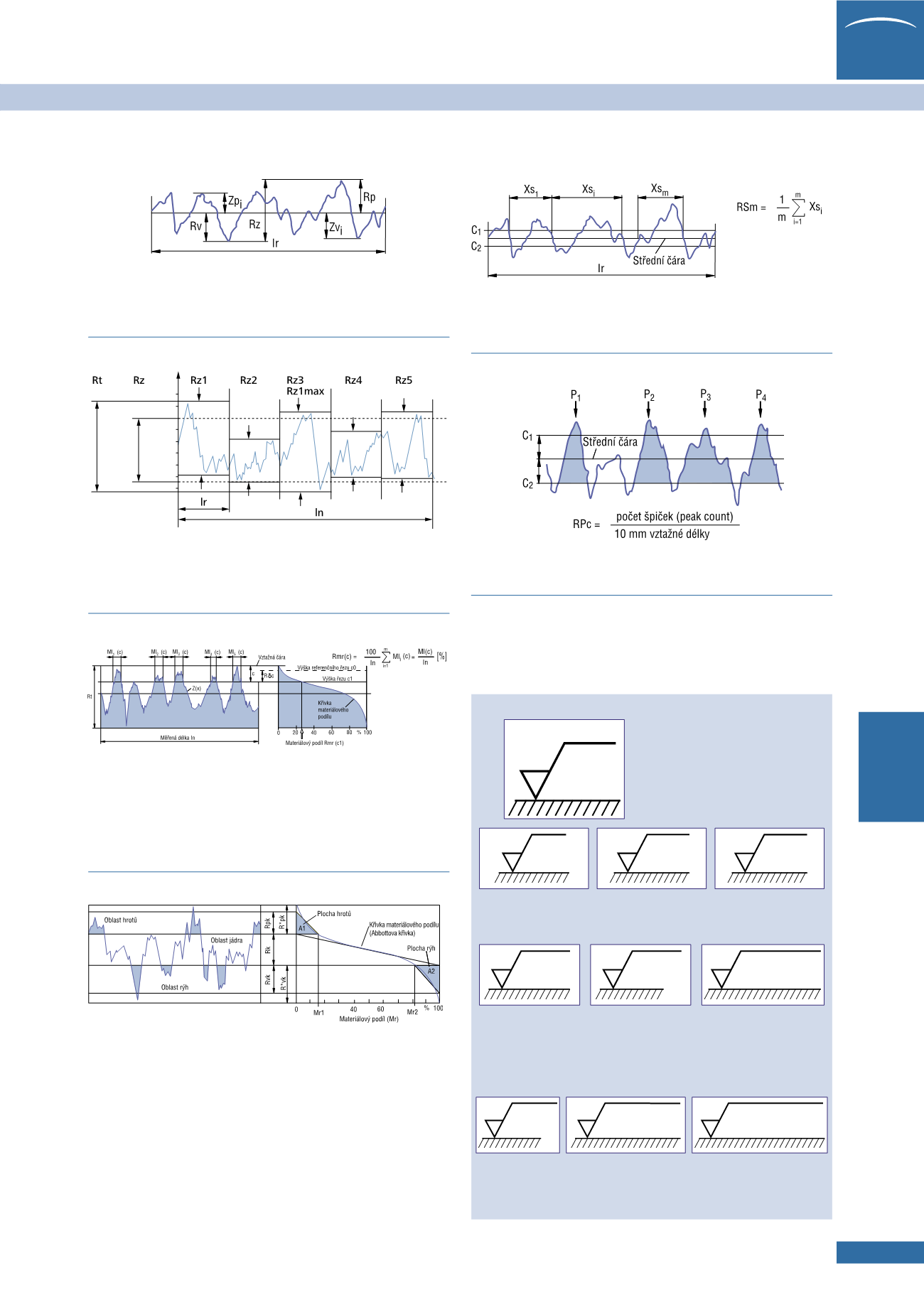
Systémměření drsnosti - parametry drsnosti
Drsnost povrchu
STAHL-EISEN-zkušební list (SEP 1940)
• počet výstupků P na 10mm vztažné délky
• požaduje pro vyhodnocení zadání hladin řezuC1, C2
•Rz - střední hloubkadrsnosti: střední hodnotapěti Rz-hodnot z pěti základníchdélek
lr.
•Rz1max -maximální hloubka drsnosti: největší hodnota Rz z pěti základních délek lr.
•Rt - celková výška profilu drsnosti: Rt je vertikální vzdálenost mezi nejvyšším
a nejnižším bodem profilu naměřené délce ln.
DIN EN ISO4287
• aritmetický střed absolutních odchylek filtrovaného profilu drsnosti od střední čáry
uvnitř základní délky lr
• vypovídací schopnost parametru je nízká, Ra nereaguje citlivě na extrémní výšky
hrotů profilu a hloubky rýh profilu
DIN EN ISO 4287
• střední hodnota roztečí nerovností profilu v rozsahu vyhodnocované délky lr
(analogicky Psm,Wsm)
• vyhodnocení veličiny požaduje zadání hladiny řezuC1, C2
Nejdůležitější parametry drsnosti podleDIN EN ISO 4287, ČSN EN ISO4287, DIN EN ISO 13565 aDIN EN10049
Ra -
Střední aritmetická hodnota drsnosti
RSm -
Střední vzdálenost rýh
Rz, Rz1max, Rt -
parametry podleDIN EN ISO 4287
RPc -
Počet výstupků
Rmr (c) -
Materiálový podíl drsnosti profilu
Rk, Rpk, Rvk,Mr1,Mr2 -
Veličiny nosnéhopodílu
DIN EN ISO13565
Rk – Základní hloubka – hloubka profilu jádra drsnosti (zóna s největším nárůstem
podílumateriálu nad určitou hloubku)
Rpk –Redukovaná výška špiček – střední výška špiček profilu, vyčnívající z profilu
drsnosti jádra
Rvk –Redukovaná hloubka rýh – střední hloubka rýh profilu, zasahujících z profilu
jádra drsnosti domateriálu
Mr1 – Podíl materiálu nad profilem jádra – je určován linií řezu, která vymezuje profil
jádra drsnosti ke straně bezmateriálu
Mr2 – Podílmateriálupodprofilemdrsnosti – jeurčován linií řezu, kterávymezujeprofil
jádra drsnosti ke straněmateriálu
DIN EN ISO 4287
• procentuální podíl součtu délek materiálových přímek MI(c) v dané výšce profilu
kměřené délce ln
Křivka podílumateriálu udává podíl materiálu jako funkci hladiny (výšky) řezu.
Je doporučenoměřit nosný podíl v jedné výšce řezu relativně k výšce referenčního řezu
c0. Výška referenčního řezu je dána posunutím vztažné čáry doprofilu k definovanému
materiálovému podílu („umělý záběh“).
Značení na výkresupodleDIN EN ISO 1302:2002
a
d b
c
e
Rz 4
L Rz 2,5
U Ra 4
L Ra 1
Rzmax 4
2/Pt 4
0,008-2,5/Rz1
Opracování materiálu
obráběním, Rz=max.4 µm
Opracování materiálu
obráběním, dolní mez pro
požadavek Rz=max.2,5 µm
Opracování materiálu
obráběním, s požadavkem
pro horní a dolní mez.
Ra=min. 1 µm amax.4 µm
Opracování materiálu
obráběním, Rz=max.4 µm,
Platí pravidlomaximální
hodnoty
Opracování materiálu
obráběním, P-profil,
délka= 2mm,
Pt =max.4 µm
Opracování materiálu obráběním,
charakteristika filtrování neodpovídá
standardním pravidlům (viz tabulka).
Rz=max. 1 µm volba filtru
λ
s = 0,008mm a
λ
c=2,5mm
a
parametr drsnosti s hodnotou v µm
b
další požadavek (parametr v µm)
c
výrobní postup
d
požadavek na směr rýh
e
přídavek na obrábění vmm
Značení na výkresupodleVDA 2005 - Dominantní vlnitost
WDc 0
2,5x5/WDt 2,5
0,8x16/Rz 3
0,2-2,5x5/WDc 1,5
Opracování materiálu
obráběním WDc 0
neboWDt 0: žádná
dominantní vnitost není
přípustná
Opracování materiálu obráběním
v rozsahu periody do 2,5mm platí
WDt=max. 2,5 µm
Opracování materiálu obráběním
měřená délka 12,5mm a λc= 0,8mm,
Rz=max. 3 µm v rozsahu periody
od 0,2 do 2,5mm platí
Wdc=max. 1,5 µm


